English

发布日期:2013-10-15
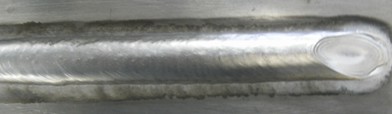
粗丝MIG—铝焊接工(gōng)艺的研究
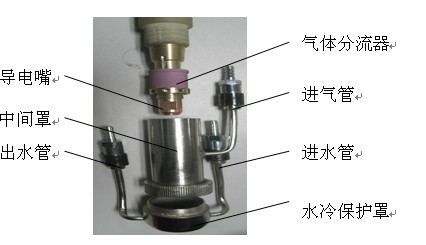
工(gōng)业用(yòng)铝的中(zhōng)厚板焊接目前的技(jì )术难题是如何在保证焊接质(zhì)量的前提下提高焊接效率。针对铝合金焊接,目前采用(yòng)的交流TIG和熔化极细丝气保护焊接分(fēn)别在焊接效率和焊接质(zhì)量上存在不足。针对國(guó)内石油化工(gōng)行业和铝合金空分(fēn)设备中(zhōng)中(zhōng)厚板铝合金焊接,我们进行了铝合金5083板对接的明弧粗丝MIG焊接工(gōng)艺实验。利用(yòng)新(xīn)开发的大功率焊接電(diàn)源,实现恒流特性匹配電(diàn)压负反馈送丝控制功能(néng);通过改造埋弧焊机头的结构,实现机头水气联合冷却和气體(tǐ)保护功能(néng)。整个系统焊接过程稳定,送丝平稳,焊接成型美观,内在质(zhì)量良好,焊接效率显著提高。通过试验,浅析了该工(gōng)艺的焊接特点,并选择确定了中(zhōng)厚板铝合金粗丝MIG焊接的规范参数。最后的实验表明,粗丝MIG焊接是一种高效质(zhì)优的工(gōng)艺方法,完全适合在铝合金容器生产(chǎn)中(zhōng)中(zhōng)厚铝板上广泛应用(yòng)。