English

发布日期:2013-10-15
铝及铝合金MIG焊接工(gōng)艺
铝及铝合金具(jù)有(yǒu)良好的耐蚀性,较高的比强度, 易加工(gōng)成形和无磁性、无低温转变、导電(diàn)性及导热性好等优点,在航空、航天、汽車(chē)、机車(chē)、机械制造、船舶及化學(xué)工(gōng)业中(zhōng)已大量应用(yòng)。铝合金的广泛应用(yòng)促进了铝合金焊接技(jì )术的发展,同时焊接技(jì )术的发展又(yòu)拓展了铝合金的应用(yòng)领域。 铝比钢的比热大两倍,导热性能(néng)约大三倍,即升高同样的温度需要的热量较多(duō),而散失热量较快。铝工(gōng)件表面极易氧化,生成难熔的AL2O3薄膜,在焊缝中(zhōng)容易产(chǎn)生夹杂物(wù)和气孔等缺陷,从而破坏金属的连续性和均匀性,降低机械性能(néng)和耐蚀性。以往通用(yòng)的铝及铝合金焊接方法是交流钨极氩弧焊(AC-TIG),其焊缝成形好,焊接质(zhì)量高。但是焊接效率低,无法实现自动化焊接。用(yòng)脉冲熔化极氩弧焊(MIGP)替代TIG焊接铝及铝合金,实现了半自动化和自动化焊接,效率提高3倍以上,且焊缝熔深大,强度高;但是外观成形不如TIG美观。
脉冲電(diàn)流熔化极气體(tǐ)保护焊是在一定平均電(diàn)流下,焊接電(diàn)源输出的電(diàn)流以一定的频率和幅值变化来控制熔滴有(yǒu)节奏的过渡到熔池;基值電(diàn)流维持電(diàn)弧的稳定燃烧,并预热母材和焊丝;稳定地实现一个脉冲过渡一个熔滴的理(lǐ)想状态,达到射流(或射滴)过渡。
中(zhōng)频脉冲焊接1.2mm薄铝板的焊缝成形

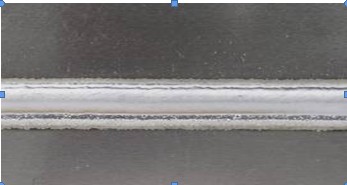
低频脉冲(双脉冲)焊缝外观图