English

发布日期:2013-10-15
堵漏焊接技(jì )术
在工(gōng)业生产(chǎn)中(zhōng),某些连续运转的设备,由于种种原因造成了泄漏,如管道、阀门、容器等是泄漏的易发生点。这些泄漏的生产(chǎn)介质(zhì)既影响了正常生产(chǎn)工(gōng)艺流程的稳定性和产(chǎn)品的质(zhì)量,又(yòu)污染干扰了文(wén)明生产(chǎn)的环境,造成不必要的浪费。有(yǒu)些泄漏的介质(zhì),如有(yǒu)害气體(tǐ)、油脂等泄漏后,又(yòu)对安(ān)全生产(chǎn)造成较大的危害。如不能(néng)及时处理(lǐ),有(yǒu)可(kě)能(néng)造成更大的事故,给企业、社会带来不必要的损失。因此,带压堵漏焊接技(jì )术的应用(yòng)有(yǒu)时是不可(kě)避免的。
带压焊接是在非正常工(gōng)作(zuò)情况下特殊的焊接技(jì )术,与正常的焊接规范不同,十分(fēn)强调在操作(zuò)过程中(zhōng)对安(ān)全工(gōng)作(zuò)的重视。施焊前必须制定一整套安(ān)全施工(gōng)预防意外的措施,以确保焊接工(gōng)作(zuò)能(néng)够顺利实施。同时,要求有(yǒu)一定经验技(jì )术熟练的焊工(gōng)来进行焊接。
一、锤击捻压焊接法
此方法适应于低压容器及管道的裂纹或砂眼、气孔的焊接法。施焊尽量使用(yòng)小(xiǎo)直径焊条,焊接電(diàn)流比正常增加10%左右,手法采用(yòng)快速焊法。用(yòng)電(diàn)弧的热量加热漏点处的周边,熄弧后,用(yòng)手捶或尖铲迅速向泄漏处挤压,边焊边锤击捻压。
二、铆接焊法
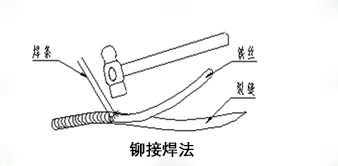
有(yǒu)些裂纹较宽或砂眼、气孔直径较大时,采用(yòng)锤击捻压法有(yǒu)困难,可(kě)先用(yòng)合适的铁丝或焊条头将裂纹或孔洞先铆住,以减少外漏的压力和流量,然后再快速焊。有(yǒu)些裂纹的周边不规则时,可(kě)采用(yòng)破布、薄木(mù)片、竹片塞进去再快速焊。注意的要点是一次只能(néng)先堵塞一段,然后快速焊,堵塞一段焊一段。
三、顶流焊接法
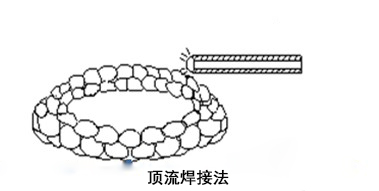
有(yǒu)些泄漏处是因為(wèi)应力过于集中(zhōng)、磨蚀过薄而泄漏的,此时的焊接不要直接对泄漏处焊接,否则造成越焊漏洞越大。应在泄漏处的旁边或下边施点焊,这些地方没有(yǒu)泄漏,先建立起一个熔池,然后像燕子衔泥垒窝一样,一点一点向泄漏处围焊。逐渐缩小(xiǎo)泄漏处的面积,最后再用(yòng)小(xiǎo)直径的電(diàn)焊条、较大的焊接電(diàn)流封焊泄漏处。
四、导流焊接法
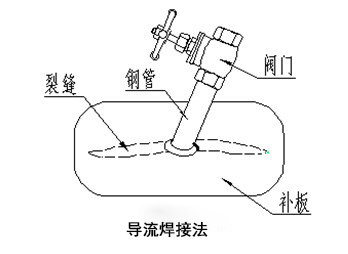
适用(yòng)于泄漏面积较大或流量较大或压力较大时的焊接,根据泄漏处的的形状制作(zuò)一块带截流装(zhuāng)置的补板。泄漏较為(wèi)严重时,截流装(zhuāng)置用(yòng)一段导流的管子,在上面装(zhuāng)一个阀门,泄漏较小(xiǎo)时,补板上预留一个螺丝帽即可(kě)。补板的面积一定要大于泄漏处,截流装(zhuāng)置在补板上的位置一定要正对着泄漏处,补板与泄漏处接触的一面涂上一圈密封胶,让泄漏的介质(zhì)从导流管流出,以减少补板周围的泄漏。补板焊好后,关闭阀门或拧紧螺栓即可(kě)。
五、套袖管焊接法
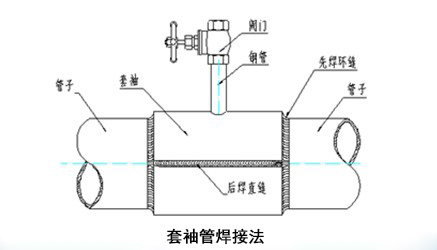
管道因磨损泄漏的面积较大时,用(yòng)一段同径或正好包住泄漏管径的管子,長(cháng)短尺寸视泄漏处的面积而定。把用(yòng)来做套袖的管子对称切割成两半,焊上一个导流管,具(jù)體(tǐ)焊法与导流焊接法相同。在焊接顺序上应先焊接管子与套袖的环缝,最后焊接套袖的焊缝。
六、对渗油容器的焊接
不能(néng)采用(yòng)连续焊接,要保证焊缝的温度不能(néng)升得太高,采用(yòng)点焊法,可(kě)采用(yòng)降温冷却法。如用(yòng)破布浸水点焊完,马上对焊点降温。在高油區(qū)焊接要有(yǒu)严格的安(ān)全措施和应急措施,不可(kě)冒然施焊。
随着现代化生产(chǎn)的发展,带压堵漏施焊技(jì )术成為(wèi)连续生产(chǎn)过程中(zhōng)需要的一种应急技(jì )术措施。泄漏事故的处理(lǐ)需要一定的时间性,堵漏过后还应对泄漏处进行彻底的更换处理(lǐ),堵漏技(jì )术的应用(yòng)要有(yǒu)灵活性,处理(lǐ)一个泄漏也可(kě)采用(yòng)多(duō)个方法联合施焊,其目的就是焊上不漏。
来源:内部稿件